Mining
Real-Time Data. Rugged Solutions. Actionable Insights for Mining Equipment.
Mining operations demand more than just rugged machines—they demand visibility, intelligence, and the ability to act fast. Monico Monitoring delivers field-proven solutions designed to help mine operators monitor haul trucks, loaders, and dozers in real time, extract actionable data, and unlock the full value of their heavy equipment investments.
From predictive diagnostics to cloud-based analytics, our preconfigured systems bridge the gap between your machines and the insights needed to increase uptime, optimize utilization, and reduce failure risks.
With Monico’s mining solutions, you can:
- Capture high-resolution, real-time data from engines, ECMs, and controllers
- Translate proprietary protocols like CAT CDL and J1939 into usable formats
- Stream data to IIoT, SCADA, AVEVA PI, or MonicoLive™ platforms
- View equipment diagnostics, alerts, and KPIs from anywhere
- Deploy rugged, IP67-rated gateways built for harsh mine environments
- Simplify implementation with preconfigured systems and visual dashboards
Whether you’re managing a fleet of $5M haul trucks or coordinating remote mine sites, Monico makes your data work harder—so your equipment can work smarter monitoring systems engineered for oilfield reality—and ready to scale with your operations.


mGuard® Machine Watch
Ready for smarter machine protection?
Protect Critical Equipment. Predict Failures. Maximize Uptime.
mGuard® Machine Watch brings predictive condition monitoring to rotating and reciprocating equipment. With built-in edge diagnostics, real-time fault detection, and seamless integration into your existing monitoring environment, Machine Watch turns vibration, temperature, and performance data into early warning insights. Improve reliability, reduce downtime, and extend machine life — all without the complexity
Turn Data into Uptime
Advanced Analytics for Mining Assets
Optimize Reliability. Reduce Unplanned Downtime. Make Data-Driven Decisions
Mining operations run on tight margins and tougher conditions — there’s no room for unexpected failures. Monico’s advanced analytics platform transforms raw equipment data into actionable intelligence, empowering mine operators to make faster, smarter maintenance decisions.
From mobile haul trucks and drills to fixed processing equipment, our edge-enabled solutions detect anomalies, trend performance, and trigger early alerts before issues become downtime. With Monico’s real-time analytics, you get more than data — you get a competitive edge.
Remote Equipment Monitoring
The mining industry is complex and requires a diverse, sophisticated range of machinery and equipment. Capital expenditures are high requiring close attention to the utilization and productivity of mine equipment in order to maximize capital efficiency. Whether it’s monitoring brake heat temperatures or monitoring engine data to ensure equipment is running at peak performance, everything that affects the operations and cost to maintain equipment needs to be considered.

A growing sector of our business comes from the mining industry- specifically relating to mine haul trucks, wheel loaders, and dozers. The trucks are expensive (approximately $3M – $5M US dollars) to acquire, operate and maintain, which makes it critically important to monitor and manage every nuance of their operation.
Most mining operations have management plans and software systems for managing production, maintaining and servicing equipment, and providing safe mine operations. However, there is an evolution happening in industrial environments such as mining. Technology innovation is bringing things such as Machine Learning, Analytics, Artificial Intelligence, and the Industrial Internet of Things (IIOT) to these industries with the promise of higher production, lower operating costs, improved performance, optimized operations and more. In order to take advantage of this technology evolution, you need access to data. Data generated by your machines and equipment can provide useful business intelligence. For example, having the engine on a large dump truck tell you that it’s losing compression on a cylinder or that the engine might be trending towards a failure in some aspect. Giving the management and service teams time to prepare for down time rather than letting the machine force it on them.
Monico works with our customers help navigate through these often confusing, complex technologies and provide the tools and subject matter expertise to begin leveraging the benefits that can be derived from the application of them.
Monico provides solutions to help our customers:
- Acquire Data – Live streaming data from engines, equipment and machines
- Convert Data – Read and translate protocols and formats to the required protocols
- Transmit Data – Putting data into other systems (HMIs, PLCs, SCADA, IIOT)
- Analyze Data – Development of edge (on the machines) and cloud & visual analytics
- Visualize Data – Browser Dashboard(s) for end users to visually see and interact with data in a useable format
- Monetize Data – Working with customers and our Subject Matter Experts to determine how and what data is valuable to their organizations needs
Which can lead to improvements in:
- Performance
- Productivity
- Utilization
- Safety
- Operations
With a Monico Remote Monitoring Solution, you can put real time streaming data to work for you and increase your awareness of your equipment’s performance, utilization, productivity and more. Monico provides the bridge between machines and operational efficiency gains that advance notifications & alerts, edge and cloud analytics and visualization of data and trending can provide. With Monico’s mCore®SDR and MonicoLive™ we help our customers turn real time streaming data into useful information.
Download Datasheet →
Read More: Remote Monitoring – Mining and Caterpillar →
mCore®SDR for Mining Asset Data Acquisition
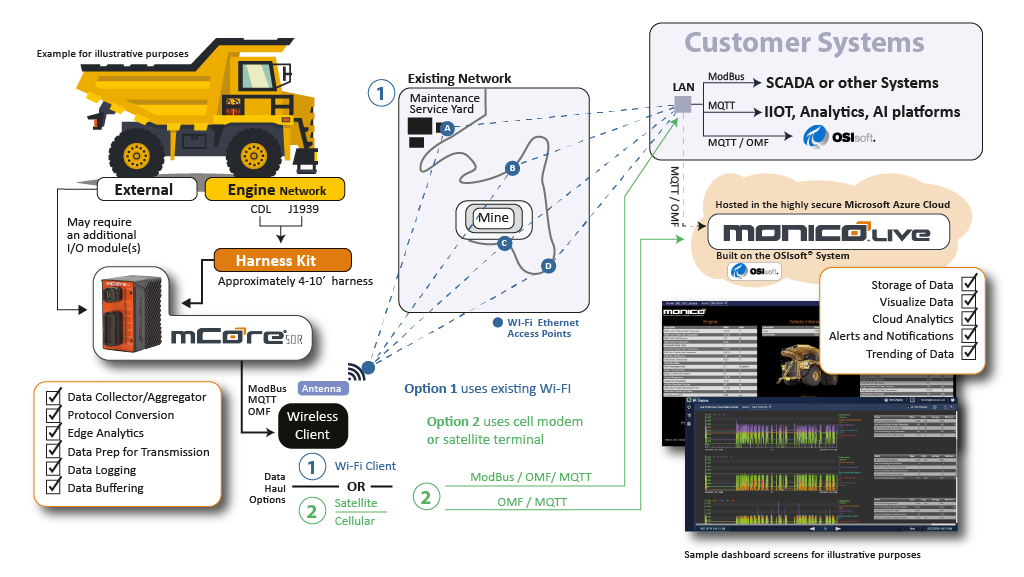
The mining industry has been using Monico Gateways to provide streaming raw data from critical equipment for years. Now with mCore®SDR, the gateway is more rugged, faster, waterproof, dustproof and provides the ability to connect that data stream to Industrial IoT Solutions and Mine Monitoring Systems. Designed with heavy machinery in mind, the chassis is specifically suited for the harsh environments of mines, quarries, and construction sites. It is IP67/IP66 certified, Class I Div. II Haz Loc Approved, vibration and shock tested up to 25G and is backed up by our skilled technical support staff.

It’s Your Machine. Your Data. Your Way.™
Don’t settle for partial data, data sent back to the manufacturer, or data you don’t need.
mCore®SDR is equipped with a CDL (Cat® Data Link) port and two CAN ports (e.g., J1939), allowing it to interface directly with all the various ECMs on mining equipment as effectively as OEM products such as ProductLink™ and VIMS®, but providing real time streaming data at a fraction of the cost. Monico offers the high-quality data you expect from an OEM, but with the flexibility and innovation you’d expect from a custom provider, alongside the quality and support you’ve come to expect from Monico. We communicate directly with third party or aftermarket hardware, allowing custom machine and data integration designed to meet your fleet monitoring needs. With available support for the most modern data analytics systems.
Monico provides the bridge between equipment/machines and operational efficiency gains that analytics can provide. Monico works with our customers to utilize live streaming data to provide business intelligence and awareness of equipment performance, utilization, productivity and more.

Our Gateways are pre-configured to work for your needs, to collect data from equipment and interface with other monitoring equipment to assist in an overall mine monitoring system. Within the proper interface structure, events and diagnostics can be sent to predetermined locations so that your mine’s control system is alerted to possible shut downs or pending problems. An effective mine monitoring system can keep equipment functioning at high capacity through general health monitoring.
Download Datasheet →
Highlights
» All Monico Gateways are PRECONFIGURED – ready to go
» Capture, Translate Protocols and Transmit data in real-time (including CAT® CDL and J1939)
» Sophisticated User Interface – View Live Data and Define/Access Data Logs with a browser
» Aggregate edge equipment for collecting data (i.e., consolidate gateways)
» Rugged Device – Industrially hardened
» Connect to IIOT platforms with MQTT or OMF protocol support
Read More: Remote Monitoring – Mining and Caterpillar →
MonicoLive™ for Remote Monitoring
MonicoLive™ is a hosted, web-based service used to provide secure, remote monitoring, data analytics, and data visualization solutions for critical assets. Users can monitor critical asset data from anywhere in the world from an internet enabled browser. The MonicoLive™ Solution is a tool that aids in deriving business insights about your connected equipment through visualization of data, advance alerts & notifications, visual & cloud analytics, data trending and more. Additionally, machine data sent to MonicoLive™ data historian can be migrated into external systems or existing AVEVA PI Solutions.
If a customer does not have a remote equipment monitoring solution, Monico offers MonicoLive™ as a solution. MonicoLive™ is built on the AVEVA Pi data infrastructure used by many major mining companies. The MonicoLive™ Solution resides in the highly acclaimed Microsoft® Azure cloud and provides capabilities such as; data historian, data visualization, data analytics, and automatic notifications that are created and pre-configured by our Subject Matter Experts.
For those customers without an existing AVEVA PI solution, that is leveraged for remote monitoring, MonicoLive™ provides a quick path to capturing value from equipment generated data.
Engine and industrial asset data is streamed in real-time using the mCore®SDR and then transmitted to either an existing AVEVA Pi Solution, other Control or Monitoring Systems (IIOT, SCADA, HMI, etc.), or MonicoLive™ Remote MonitoringSolution hosted in the Microsot® Azure Cloud.
Highlights:
» All Monico Solutions are PRECONFIGURED – ready to go, including gateways and dashboards
» Receive Alerts and Notifications on events
» Storage of Data for Trending and Analytics
» Readable Fault & Diagnostics Codes
» Subject Matter Expertise – development of Visualizations and Analytics
Download Datasheet →
Read More: Remote Monitoring – Mining and Caterpillar →
Preconfigured Solutions
Monico offers pre-configured and custom machine monitoring solutions that provide streaming equipment data and allow owners and operators the ability to integrate with their existing mine monitoring systems (often AVEVA PI) or use Monico’s remote monitoring web service, MonicoLive™
When Monico sells a gateway, we don’t just sell you a piece of hardware and let you figure out how to set it up, configure hardware and connect it. We preconfigure the devices using an extensive library of data maps and work with you in determining how to physically wire and connect it to other sources.
For those that need to setup and install hardware (e.g., Systems Integrators), this can be a huge time savings and makes it as hassle free as possible to get equipment installed. It can save a lot of time and reduce equipment preparation for connection to other systems when hardware comes preconfigured. It’s as close to ‘Plug and Play’ as we can provide.
Our gateways include:
- Scaling of data
- Enumerating data (ex. Looking up and providing meaningful description of fault codes)
- State enumeration (including fault code and status (e.g., low priority, high priority))
- Mapping of custom data tags
- Fault Code Bit Maps (ex. Determine if fault is active)
- Quick to Onboard/Setup: Extensive libraries of prebuilt data mapping
Connecting the gateways
We also provide prebuilt wiring and harness kits for the various types of connections needed in mining whether it’s RS485 or Duetsch connections, Monico has got you covered.
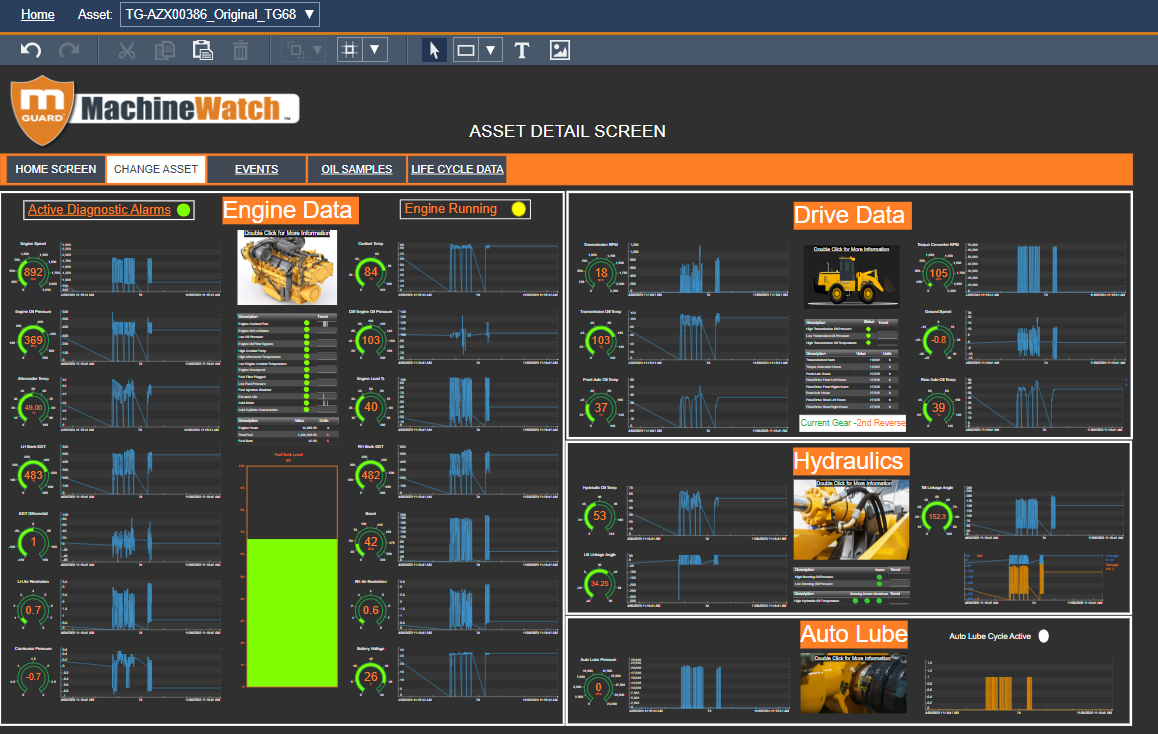
MonicoLive Dashboard Configurations & Visualizations
When a customer chooses MonicoLive as their method of interacting with data from their machines, Monico works with them to define the screens or dashboard layout. That includes identifying what visualizations and arrangements make the best sense for them. Items such as bar charts, tables, gauges, trend screens are prebuilt ready to start receiving valuable insights from the data. End users can then create adhoc screens and save their own configurations.
Download Datasheet →
Read More: Remote Monitoring – Mining and Caterpillar →
FAQs
Frequently Asked Questions
What types of mining equipment can Monico monitor?
Monico supports remote monitoring of haul trucks, loaders, dozers, gensets, and more—particularly those powered by CAT®, Cummins®, Komatsu, MTU®, or John Deere® engines. Our Gateways connect directly to ECMs using CDL, J1939, and other industrial protocols.
What makes Monico solutions ideal for the mining environment?
Our mCore®SDR Gateways are built for the field. They’re waterproof, dustproof, shock- and vibration-tested to 25G, and certified for hazardous locations (Class I Div. II). They’re built to survive—and thrive—in mines, quarries, and remote sites.
Can Monico help us integrate with AVEVA PI or other existing platforms?
Yes. We support native integration with AVEVA PI, SCADA systems, HMI dashboards, and IIoT platforms via MQTT, OMF, and other protocols. We also offer MonicoLive™ for teams without an existing infrastructure.
How is Monico’s data different from what OEM systems provide?
Monico offers real-time streaming data (not delayed snapshots), full access to raw machine parameters, and advanced features like freeze frame diagnostics, data aggregation, and custom PGN decoding. It’s your machine, your data—your way.
What are the benefits of remote monitoring for mining operations?
Remote monitoring reduces unnecessary site visits, increases asset uptime, and allows teams to detect issues before they become failures. With Monico, you can view real-time trends, set custom alerts, and perform analytics to improve maintenance planning and equipment utilization.
Do I need to configure everything myself?
No. All Monico systems are preconfigured, and we offer prebuilt data maps, wiring kits, and dashboards. For system integrators, this greatly reduces setup time and complexity—making installation nearly plug-and-play.
Monitoring Products